微机控制电液伺服弯曲试验机

1 简介
微机控制电液伺服弯曲试验机主要适用于各轧钢厂、中厚板厂、钢铁研究院所、造船业及锅炉业等对于板材、棒材、管材弯曲性能的检测试验,因其工作效率高,深受广大用户欢迎,特别是各轧钢厂检验部门的青睐。
检测标准执行GB/T232-2010《金属材料弯曲试验方法》中的相关条款,检测螺纹钢、圆钢、板材、焊接板材等在规定弯曲角度下板材毛坯面裂纹情况。
计算机电液伺服控制方式施加弯曲力;弯曲试验只需输入试样的参数及弯曲角度,试验机自动调整支滚间距,精确定位,一键操作即可完成整个试验 ,试验中屏幕实时显示弯曲角度、弯曲位移、弯曲力等;能完成材料的V型、U型等试验;可绘制角度-位移等曲线,自动打印试验报告;可连续做弯曲试验,也可根据用户要求进行扩展试验。
2 方案描述
整机由主机、液压源系统、电气测控系统、软件系统组成.
2.1 主机
主机采用三缸八柱,结构紧凑;轴向弯曲油缸安装在垂直四立柱框架上端横梁内,安装在水平框架两侧的两个支撑油缸与弯曲支座相连接,具有自动调整支点距离、支撑试样弯曲力的功能;
由微机电液伺服闭环控制垂向压头位移速度,自动计算弯曲角度,屏幕显示弯曲角度及弯曲力。
框架下横梁设计有清扫孔,接料装置,试件弯曲后抖落的氧化皮掉入机器下部收集盘中;主机设有防护装置。
通过微机电液伺服控制方式施加弯曲力,采用轮辐式负荷传感器实时测量采集弯曲力。
2.2 液压系统
液压系统为负载适应型进油节流调速系统。
油箱内的液压油通过电机带动高压油泵进入油路,流经单向阀、10μ高压滤油器、阀组、管路等首先进入水平油缸,计算机发出控制信号,通过位移闭环控制调整弯曲支座水平距离,同理,液压油进入垂直油缸,控制垂向油缸的位移,从而控制弯曲角度的大小。
2.3 控制系统
(1)实时测量与显示;实现了Windows系统下的实时采集与控制;实现了精确定时,高速采样;
(2)软件操作便捷,具备试验参数的计算机存储、设定等功能,调零、标定等操作都从软件上进行,各参数可方便的进行存储;
(3)具有试验过程控制模式智能设置系统,提供给专业用户自动程控编程器。用户可以根据实际需要,按照规则灵活组合多种控制方式及控制速度,编制适合自己需要的控制程序。测控软件会自动按照用户设置自动控制试验过程。
(4)采用人机交互方式分析数据。处理方法满足应用广泛的《GB/T232-2010金属材料弯曲试验方法》要求,提高试验准确度;
(5)可成批录入试样信息,试验顺序可任意选择;
(6)可绘制并打印试验报告。
2.4 安全保护装置
当试验力超过最大试验力的2%-5%时,过载保护,系统卸荷。
2.5 其他
装调试工具,密封件,使用说明书,合格证,装箱单等见随机技术文件。
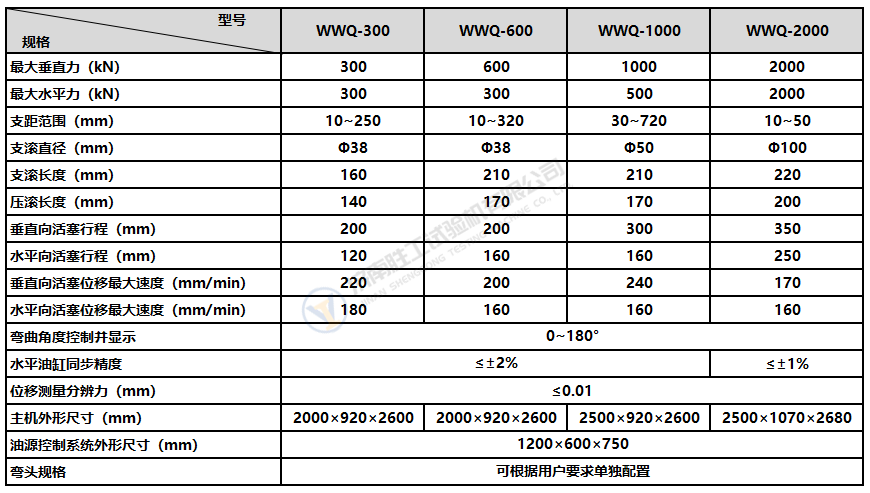
3 主要性能技术指标